The global transition toward sustainable energy has propelled the LED industrial lighting market into a new era of intelligence and extreme durability. As a leading LED Work Lights Manufacturer, Shenzhen Presta Light Co., Ltd. recognizes that "Information Gain" in SEO and business procurement comes from understanding the synergy between hardware engineering and IoT integration. Today's procurement departments are no longer just buying "lamps"; they are investing in Total Cost of Ownership (TCO) reduction and worker productivity enhancement.
With the rise of Industry 4.0, work lights must now withstand harsh chemical environments (IP69K), offer explosive-proof safety (ATEX/IECEx standards), and provide flicker-free illumination to reduce fatigue. Our research indicates that upgrading to high-efficiency LED systems can reduce facility energy consumption by up to 75%, while simultaneously improving safety records by 22% through better visibility.
Shenzhen Presta Light Co., Ltd. is a professional LED lighting manufacturer and high-tech enterprise founded in 2010. With more than a decade of experience, we specialize in the R&D, production, and global distribution of high-performance commercial and industrial lighting products.
Since our establishment, we have been dedicated to providing innovative, energy-efficient, and reliable LED lighting solutions. By integrating advanced manufacturing technology, strict quality control systems (UL, cUL, ETL, DLC), and professional engineering support, Presta Light has built a strong reputation across North America, Europe, and Asia.
Our core portfolio includes LED Corn Bulbs, Retrofit Kits, High Bay Lights, Shoebox Fixtures, and Wall Packs. We launch 4 to 5 new products annually, focusing on improving energy efficiency and installation convenience.

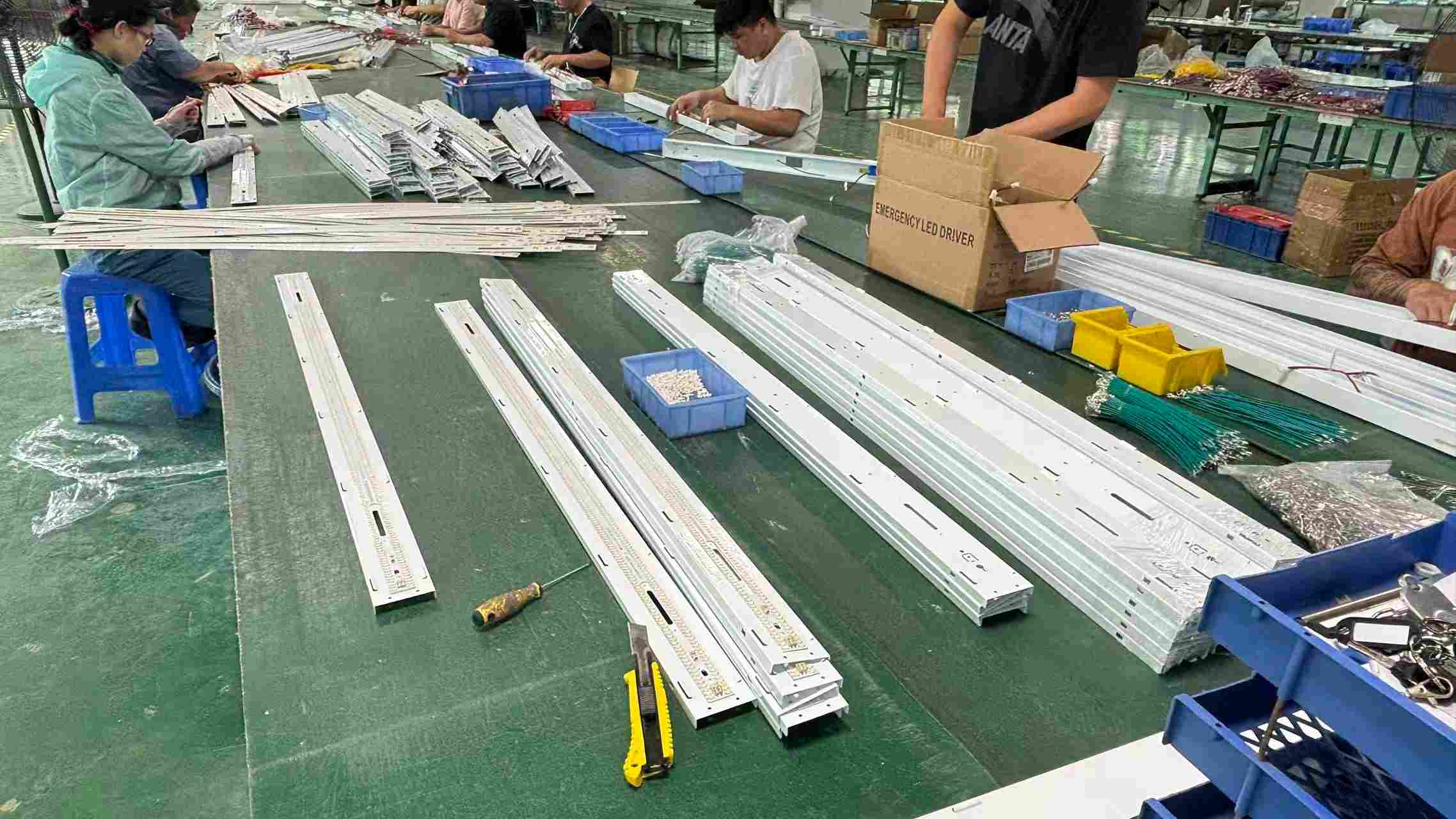
Utilizing advanced SMT and laser cutting technology to ensure thermal management efficiency and housing durability.
Equipped with Reflow Soldering and CNC Punching machines for consistent batch quality and high-volume output.
Every fixture undergoes a minimum 24-hour aging test and waterproof immersion testing before final packing.










For chemical plants and oil refineries, we offer IP66 Flame-Proof LED Flood Lighting. These luminaires are engineered with tempered glass and die-cast aluminum to prevent internal sparks from igniting external volatile gases.
Our IP69K Vapor Tight LED Triproof luminaires are designed for high-pressure washdowns. They are corrosion-resistant and contain no glass fragments, making them ideal for car washes and food processing factories where hygiene is paramount.
Utilizing UFO LED High Bay Lights with Sensors, we help warehouse managers implement "Light-on-Demand" strategies. Microwave sensors detect motion and adjust brightness from 10% to 100%, maximizing energy savings during low-traffic hours.
Pushing the boundaries of light engine efficiency to reach 200 Lm/W, minimizing heat and maximizing ROI.
Seamless DALI-2 and Zigbee control integration for smart city and building management systems (BMS).
Introducing modular LED retrofit kits that allow for easy component replacement, reducing E-waste by 40%.